Как правильно отрегулировать горелку паять медные трубы. Пайка медных труб: процесс, инструменты и материалы. Пайка медных труб по шагам
Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Прежде всего, нужно отметить, что данные материалы отличаются большей гибкостью и более высокой устойчивостью к внешней среде, если сравнить их со стальными вариантами.
Поэтому при выборе предпочтение выпадет на сторону меди. Такая труба простоит в доме ровно тот срок, сколько прослужит само строение. При условии, что эти изделия соединены пайкой, их смело разрешают прятать в стенку или под бетон.
Для обогревательной и водопроводной сети изготовляют медные трубы высочайшего качества. Огромный спектр их положительных характеристик не становится меньше на протяжении всего времени использования.
От применения этого стройматериала заставляет отказаться только их высокая цена. Но, в данном случае она вполне оправдывает себя высоким качеством.
Резьбовое соединение – медные фитинги под опрессовку
Видео
В основе процесса пайки расположен капиллярный эффект. При этом припой равным слоем ложится по сечению трубы. Также в процессе применяют специальные фитинги, которые подбирают отдельно для каждого диаметра трубопроката.
Видео
Также в процессе действий используют припой и флюс. А сам метод пайки разделяю на два подвида:
- высокотемпературный;
- низкотемпературный.
Видео
Низкотемпературное (мягкое) спаивание . Применяется при конструировании трубомагистрали для транспортировки жидкости и газа.
Рабочая температура при процессе превышает 110 градусов. Этот метод применяют для сортамента с объемом от 0,7 до 11 см. Патрубки, толщь стенок которых больше 0,16 см и объемом, превышающим 11 см, соединяют посредством сварки.
Из мягких типов для изделий из меди чаще других используют товары L-SN AG5 и L-SN SB5. Высоко востребованными являются варианты из олова с небольшой добавкой серебра и сурьмы.
Показатель рабочей температуры таких товаров находится в пределах двести сорока градусов. Их разрешают применять в сетях обогрева, для подачи разной воды в пищевой промышленности.
Цифры 40, 50, 60 обозначают процентный состав олова в данных видах. Температура их плавления составляет 190, 210 и 235 градусов. При более высоких составах олова в сплаве, ниже показатель температуры плавления при спаивании.
Видео
Низкоплавкие варианты на алюминиевой основе используют обширно. На проведение мероприятий с медными изделиями по монтажному зазору советуют использовать вид L-AL SL12 .
Сюда же относят продукцию с составом серебра не меньше одной четверти сплава. Диапазон плавления данного материала составляет 600-800 градусов.
Еще необходимо отметить вид L-AG 40CD . Он тоже содержит 20% серебра. Спектр показателя температуры плавления колеблется в рамках от 600 до 635 градусов. Его можно встретить при работах не только с медными заготовками, но и с другими металлами.
Для создания максимально прочных стыков посредством мягких, медных и серебряных сплавов советуют оставлять монтажный зазор размером в 0,02-0,04 см.
Более детальную информацию по работе сплавов есть возможность получить по маркировке на DIN или попросить совета у профессионального мастера.
При таких условиях радиаторов требуется меньше . Но, если они идут в закрытой прокладке, то им требуется тщательная изоляция. Иначе теплоноситель будет передавать свое тепло стенам.
При вопросе, как заизолировать медные трубы отопления, скрытые в монолит (пол, стенки), все можно решить следующим образом. Их от механических повреждений, вызванных скачками температуры носителя тепла, отлично защитит гофра .
Халдаген при этом транспортирует два патрубка из меди разного диаметра. Заготовка меньшего диаметра транспортирует жидкий фреон, а другая – газообразный фреон.
Этот металл в данной ситуации выбрали не просто так, она отличается высокой устойчивостью при контакте с фреоном.
Такие патрубки от кондиционеров отлично поддаются пайке. Для припоя рекомендуют фосфорно-медный и серебряный вид . А сами агрегаты демонстрируют высокую устойчивость относительно растяжения.
Видео
Если коротко описать, как паять медные трубы для кондиционеров, то это будет выглядеть так:
- Вначале избавляются от оксидной пленки. Делают это шлифовочной шкуркой.
- После этого на очищенные участки наносится флюс.
- Фитинг состыкуется с трубой. При этом нельзя забывать о полумиллиметровом зазоре.
- Место стыка прогревается при температуре почти в триста градусов. Нагрев осуществляют газовой горелкой. Делают это равномерно, плавно перемещая пламя вдоль конструкции.
- После тога как окончили паять, обязательно необходимо промыть систему, иначе остатки флюса спровоцируют коррозию металла, а это повлечет за собою поломку кондиционера.
Паяльники «Dremel»
Проблема, как паять медные трубы легко решается с паяльником Dremel. Эти небольшие горелки на газу в состоянии жечь, паять и разрезать. Они легко удаляют старую краску, размораживают и разогревают для сгибания трубоматериалы.
Стоит паяльник «Dremel» в пределах 2000 рублей. С таким устройством можно забыть о длительном разогреве и о большом термопистолете.
В комплекте с паяльником «Dremel» идет:
- паяльник;
- сопло для горелки;
- два ножа разного размера;
- рефлекторная и щелевая насадка.
Для удобства пользования к устройству прилагается несколько ключей для смены насадок, защитный колпак для механизма и припой для пайки.
Отверстием довольно удобно , и их можно устанавливать, без участия рефлекторных насадок.
Заправляют устройство бутаном для зажигалок на газу. Одной заправки паяльника «Dremel» хватает на час работы.
Видео
Это устройство для бытового использования. Профессиональные аналоги стоят от 5 тыс. рублей и больше. Пайка с таким инструментом превращается в удовольствие.
Как паять медные трубы, и то, что этот способ очень эффективный понятно. Ведь для этого не нужно дорогого спецоборудования. Важно и то и структура самого материала остается неизменной.
В итоге выходит прочный и надежный стык, который будет служить вечность. Главное при работе соблюдать технологию и действовать аккуратно.
Медь представляет собой металл, который обладает достаточно мягкой, податливой структурой. Поэтому, в отличие от той же стали, такой материал проще паять, нежели заниматься его сваркой. При большом желании, наличии необходимых инструментов и расходных средств справиться с подобной задачей способен даже новичок. Давайте же выясним, медные трубы.
Качества медных труб
Зачастую трубы, изготовленные из представленного материала, используются в домашнем хозяйстве при монтаже элементов отопительных и водопроводных систем. Медь представляет собой оптимальное решение для создания таких проводящих путей. Она имеет идеально гладкую поверхность, не подвергается коррозии, не забивается отложениями, а также имеет бактерицидные свойства. Выяснив, медные трубы отопления правильно, можно обеспечить бесперебойную службу системы на протяжении нескольких десятилетий.
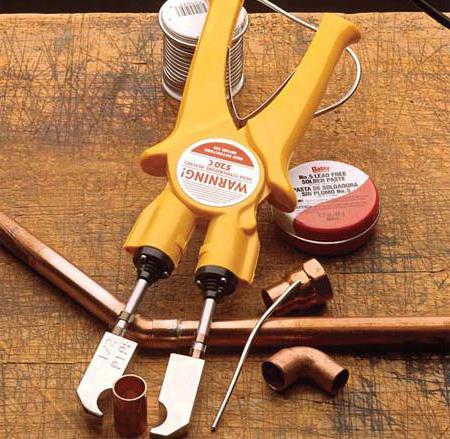
Инструменты и материалы
Прежде чем разобраться, как паять медные трубы, необходимо подготовить набор инструментов, которые могут понадобиться в ходе выполнения работ:
- Труборез. Медь является довольно мягким материалом. Даже незначительное давление на такие трубы может вызывать деформации. По этой причине при их резке рекомендуется пользоваться специализированным инструментом.
- Расширитель. Поскольку в ходе обустройства водопроводной либо отопительной системы применяются медные трубы идентичного типоразмера, при подготовке к пайке соединений придется воспользоваться инструментом для увеличения их диаметра.
- Сниматель фаски. После разделения труб на нужные отрезки необходимо выполнить обработку их краев. Только так элементы будущей системы смогут заходить друг в друга.
- Стальной ершик требуется для зачистки труб изнутри.
- Металлическая щетка позволяет убрать загрязнения, всевозможные наслоения и окислы, которые могут затруднить выполнение качественной пайки соединений.
- используется для разогрева стыков. Должна содержать специальную насадку, которая позволяет производить регулировку пламени.
- Припой имеет вид проволоки либо прутка, температура плавления которого ниже по сравнению с медью.
- Флюс - химический состав, нанесение которого облегчает пайку соединений.
Каким медные трубы?
В настоящее время широкодоступны многочисленные , которые способны обеспечить надежное соединение медных труб методом пайки. Чаще всего мастера прибегают к использованию низкотемпературных припоев. Последние дают возможность создавать соединения при сравнительно низком нагреве материала, что не вызывает деформацию меди. Однако подобные швы отличаются не самыми лучшими механическими качествами.
Что касается припоев, предназначенных для пайки при высочайших температурах, они позволяют создавать максимально прочные соединения. В то же время применять их рекомендуется лишь опытным мастерам, поскольку без соответствующих навыков длительное термическое воздействие на металл может привести к его прожигу.

Чем можно паять медные трубы между собой? При низкотемпературной пайке, которая распространена при обустройстве бытовых отопительных и водопроводных систем, чаще всего прибегают к использованию Последние дают возможность создавать достаточно устойчивые к механическим нагрузкам соединения. Среди таких припоев стоит отметить сплавы олова с висмутом, сурьмой, селеном, серебром. Основную долю в их составе занимает олово - порядка 95 %. Остальная часть приходится на дополнительные компоненты.
Для выполнения низкотемпературной пайки вполне подходят дешевые припои на основе олова и свинца. Однако их не рекомендуется применять при обустройстве водопроводов, которые предназначены для подачи питьевой воды, поскольку свинец представляет собой токсичный материал.
Какой флюс лучше использовать для пайки медных труб?
В случае низкотемпературной пайки обычно применяются химические составы на основе Впрочем, пытаясь разобраться, как паять медные трубы, не стоит уделять чрезмерное внимание составу флюса. Для пайки меди достаточно приобрести любое средство, предназначенное для данных целей, например канифольно-вазелиновую пасту.
Как паять медные трубы без флюса? Выполнить прочные соединения без применения химических составов вполне реально. Однако здесь должна осуществляться высокотемпературная пайка с использованием наиболее качественных припоев на основе олова и серебра.

Процедура пайки
Как паять медные трубы? Работы выполняются в такой последовательности:
- При помощи трубореза заготовки разделяются на отрезки необходимой длины.
- Металлической щеткой и ершиком зачищаются внешние и внутренние поверхности, что будут подлежать пайке.
- Специальным расширителем увеличивается диаметр окончаний отрезков, которые планируется надвигать на другие трубы.
- На края будущих соединений равномерно наносится флюс.
- Окончания труб вставляются друг в друга. Влажной губкой удаляются остатки флюса.
- Прогревается соединение. Как только флюс изменит изначальный оттенок на серебристый, термическую обработку поверхностей необходимо прекратить.
- К будущему стыку подносится припой. Последний должен начать растекаться без прогревания горелкой, от повышенной температуры меди.
- Пайку прекращают, как только припой заполнит все пустоты в области шва.
- После остывания соединения стык протирается влажным отрезком материи, что позволяет убрать остатки припоя и флюса.

Существует ряд советов, которые могут пригодиться при выполнении работ. Так, мастерам, которые не имеют внушительного опыта пайки медных труб, рекомендуется предварительно потренироваться, использовав в качестве расходного материала отрезки ненужных заготовок. Как утверждают специалисты, необходимо несколько раз выполнить пробную пайку, чтобы сформировать общее представление о такой работе.
В ходе нагрева стыков горелкой важно не передерживать пламя в одной точке, поскольку его температура может достигать порядка 1000 °С. Чтобы не прожечь медь, достаточно равномерного разогрева участка на протяжении 20 секунд.
По завершении пайки необходимо выполнить тщательную промывку системы трубопровода под значительным напором воды. Только так можно убрать излишки припоя и флюса, которые застыли внутри соединений.

В заключение
Вот мы и разобрались, как паять медные трубы. При ответственном подходе к задаче и наличии необходимого инструмента справиться с такой работой способен каждый. Важно лишь предварительно потренироваться, не отклоняясь от технологии.
Коммуникации из меди являются сегодня редким, но исключительно надёжным вариантом для водоснабжения и отопления частного дома. Бытующее мнение о трудностях монтажа медных трубопроводов на деле не подтверждается абсолютно. Самостоятельная пайка медных труб доступна для непрофессионала, если он знает технологию процесса и владеет инструментами. Освойте тонкости соединения медных труб, соберите личный водопровод и вам больше не придётся никогда заниматься коммуникациями.
Медные трубы хороши тем, что они: не подвержены коррозии, имеют срок службы более полувека, достаточно мягкие, чтобы не бояться перемерзания воды в них. Медь — материал идеально гладкий, это предотвращает образование в налёта в трубах, к тому же материал обладает бактерицидными свойствами.
Обратите внимание! Состав медного трубного материала для домашних коммуникаций должен быть на 99% чистой медью. Сплавы с «добавками» образуют плохо растворимые окислы на поверхности, что препятствует качественной пайке.
Различают две разновидности медных труб, в зависимости от способа их изготовления:
- отожжённые;
- неотожженные.
Эти трубы могут иметь одинаковый состав, но резко отличаются по физическим свойствам.
Отожжённые трубы – это эластичный трубный материал. О степени гибкости можно судить по тому, что продают их в бухтах, намотанными подобно шлангу. Гибкость отожжённых труб является большим плюсом при монтаже. Из них можно формировать разные конфигурации не используя дополнительные детали. Это даёт материальную экономию на фитингах и расходных материалах. Уменьшает трудозатраты, используется меньшее число соединений.
И хотя эти трубы считаются менее крепкими, чем неотожженные, их запаса прочности вполне хватает для коммуникаций в индивидуальных домах.
Неотожженные трубы не подвергают дополнительной обработке – они остаются жёсткими. Приобрести такой материал можно прямыми прогонами, как привычные стальные. Разводка неотожженных коммуникаций проводится с помощью фитингов.
Отопительные системы, а также водопроводные разводки обычно производятся из медных труб. Стоимость меди достаточно велика, однако по причине высоких прочностных и эксплуатационных характеристик именно медь чаще всего используется для подобных целей. Среди прочих достоинств обязательно следует выделить антибактериальные и антикоррозийные свойства, а также замечательную теплопроводность. Таким образом, медь нашла очень широкое применение. Поэтому следует научиться правильно паять трубы из меди, если вдруг такая необходимость возникнет.
Подготовка к пайке – что необходимо знать об этом процессе?
На данный момент паять медь можно двумя основными способами, которые отличаются друг от друга температурой нагрева. Высокотемпературный способ предусматривает повышение температуры до 900 градусов Цельсия, такой метод отлично зарекомендовал себя в трубопроводах, где давление на стенки максимальное. Чтобы припаять медные трубы при помощи высокотемпературного способа, потребуются специальные материалы, в том числе твердоплавкий флюс и твердый припой. Обычный припой здесь не подойдет, поскольку лишь у твердого аналога температура плавления достигает необходимых значений.
Низкотемпературный метод пайки существенно проще, поскольку металл разогревается лишь до 500 градусов, хотя обычно вполне хватает и 380 градусов Цельсия. В домашних условиях именно таким методом обычно привариваются различные медные элементы. Для работы нам потребуется стандартный флюс, который плавится при указанных температурах, а также прут или проволока диаметром до 3 мм. Если же говорить о припое, то он должен быть мягким – отлично подойдет 97 процентный сплав олова с металлами, к примеру, с сурьмой, серебром или селеном.
Чтобы спаянные детали прочно и крепко были скреплены между собой, требуется подобрать соответствующий флюс. Флюс представляет собой специальное вещество, напоминающее пасту по своей консистенции, содержащее в своем составе хлорид цинка. Это вещество наносится достаточно толстым слоем на поверхность трубы или любой другой медной детали. Функции флюса достаточно разнообразны, среди самых важных можно выделить следующее:
- Позволяет припою равномерно растекаться по месту спайки;
- Своеобразный индикатор, который дает возможность определить нужный момент для поднесения припоя и начала процесса спаивания меди;
- Существенно улучшает сцепление меди и припоя;
- Практически полностью удаляет кислород, что предотвращает окисление металлических изделий.
Пайка представляет собой достаточно опасный процесс, поскольку приходится иметь дело с очень высокими температурами, даже при низкотемпературном спаивании. Поэтому требуется быть очень аккуратным, параллельно соблюдая все правила техники безопасности. Следует учитывать все нюансы в работе, ведь раскаленный металл точно так же опасен для здоровья человека, как и сама горелка. Кроме этого медь является отличным проводником тепла, что способствует нагреванию огромной площади трубы, а не только непосредственно спаиваемого участка.
В случае необходимости приваривания медных элементов, не встроенных в трубопроводную систему, требуется предварительно подготовиться к этому процессу. Для таких случаев предусмотрены специальные невозгораемые опоры, на которых медные элементы могут находиться в течение времени, нужного для их полного остывания.
Приспособления и материалы
Для выполнения задуманной нами задачи, потребуется небольшой список подручных средств и инструментов. Большинство из них должны быть в доме у любого домашнего умельца, остальные же можно приобрести в строительных магазинах или одолжить у знакомых. Вот список материалов:
- 1. Припой.
- 2. Паяльный флюс.
- 3. Специальный экспандер, предназначенный для расширения труб.
- 4. Фаскосниматель.
- 5. Болгарка с тонким диском, ножовка по металлу или труборез.
- 6. Паяльник для меди – для этих целей отлично подойдет пропановая горелка.
- 7. Бумажные салфетки.
- 8. Резиновые перчатки и защитные очки.
Перед началом пайки необходимо отрезать определенный участок медной трубы, для чего мы воспользуемся труборезами. Выбирать этот механизм следует исходя из диаметра труб, а также их расположения. Ведь в труднодоступных местах работать с крупным инструментом будет крайне неудобно. Болгарки и ножовки также могут подойти для этих целей, однако такого качественного среза, как при работе с труборезом не получится.
Следующий этап заключается в удалении на месте среза заусениц и шероховатостей. Заусеницы будут мешать качественному припаиванию, к тому же их отсутствие положительно сказывается на работе трубопровода. Дело в том, что оставшиеся после обрезания заусеницы создают завихрения водяного потока. Если же подобных явлений не возникает, то система трубопроводов не испытывает дополнительных нагрузок и работает без отклонений. Зачистка осуществляется обычной наждачной бумагой средней или высокой степени абразивности. Добиться идеальной гладкости вряд ли получится, но сделать так, чтобы срезанная поверхность не царапалась, под силу абсолютно любому человеку.

После ручной шлифовки можно наносить флюс на наружную часть поверхности трубы.
Специалисты рекомендуют использовать флюс серого цвета. Особенность такого препарата заключается в том, что нагревание способствуют изменению цвета флюса с серого на оловянный. В таком случае определить степень нагревания металла становится несколько проще. Тот же белый флюс моментально становится прозрачным, соответственно, подобрать правильный момент для поднесения припоя существенно сложнее.
Техникой безопасности предусмотрены надежные и качественные резиновые перчатки, которые будут оберегать руки мастера от многочисленных заноз и заусениц, образующихся при обрезании металлических изделий. К тому же некоторые умельцы для шлифования пользуются дрелью с вращающимися насадками-ёршиками. Обычные тряпочные или матерчатые перчатки с легкостью зажёвываются при работе с такими насадками.
Есть некоторые особенности спаивания, о которых обязательно требуется упомянуть. К примеру, флюс можно наносить кисточками, которые не оставляют после себя волосков или ворсинок. Любой мусор, остающийся на поверхности медной трубы, ухудшает ее герметичность после спаивания, что в конечном итоге может привести к протеканию воды.
Что же делать, если щетинки от кисточки все же остались на трубе? Есть два способа устранения возможного дефекта:
- Требуется тщательно очистить поверхность повторно, обработать ее ортофосфорной кислотой, после чего разогреть флюс паяльником и последним слоем нанести олово;
- С использованием горелки. Для этого тонким слоем повторно наносим флюс на медь, после чего накладываем слой припоя, нагреваем до максимальных температур и расплавляем.
В любом случае, после нанесения флюса необходимо вставить медную трубу в раструб. Независимо от толщины флюса, обязательно появятся излишки. Однако вытирать их не придется, поскольку при спаивании срабатывает так называемый капиллярный эффект и припой вместе с флюсом затягивается внутрь. Нагревательный аппарат подносим к месту соединения, чтобы вся влага, оставшаяся на трубах, окончательно испарилась. После этого повторно нагреваем аппарат, на этот раз в течение достаточно продолжительного времени, чтобы медь успела нагреться, а флюс расплавиться до оловянного цвета.
В момент наивысшей температуры, то есть когда флюс приобрел нужный нам цвет, необходимо положить припой, после чего происходит непосредственно процесс спаивания. Требуется быть очень аккуратным, поскольку расплавленный металл может стекать по трубе и нанести ожог на коже или капнуть вниз. Правильно рассчитанное количество припоя позволит избежать появления излишков расплава.
Газовая горелка или паяльник – особенности работы с каждым инструментом
Умелые мастера одинаково качественно приваривают медные элементы и газовой горелкой, и электрическим паяльником. В первом случае необходимо чуть больше мастерства и умения, поскольку работать с инструментом на первых порах бывает сложно. Особенно это касается труднодоступных мест, к примеру, пайка медного радиатора при ремонте автомобиля. В таких случаях используют мощные электропаяльники.

Сам же принцип работы всегда одинаков. Разве что паяльник выполняет работу значительно быстрее, поскольку скорость разогрева у него выше. Кроме этого, высокотемпературный метод спаивания может быть реализован исключительно при помощи паяльника, так как газовая горелка разогреть металлические изделия, в том числе и медь, не способна.
Так что устранить самостоятельно трещины или выполнить пайку медных труб в домашних условиях не составит труда. Это под силу абсолютно каждому.
Не является секретом то, что медные трубы по гибкости, термостойкости и долговечности на много лучше чем трубы из стали, чугуна, ПВХ-трубы. Медь достаточно дорогой материал, но цена соответствует качеству и повышенной долговечности. Конечно же, можно сэкономить, если самому монтировать трубы но для этого нужно уметь пользоваться горелкой или паяльником. Вот инструкция, как при помощи электрического паяльника самому спаять медные трубы.
Электрический паяльник предназначается для пайки медных труб. Его удобно применять там, где не возможно применение газовой горелки. Это такие места рядом с кафелем, обоями, горючими материалами и т.д. Паяльник в зависимости от производителя может работать от разных видов электричества. Паяльники, питающиеся от сети 220В более лёгкие, чем их аналоги, запитанные через понижающие устройства. При приобретении паяльника нужно обратить внимание на некоторые его технические характеристики. Чем значение мощности паяльника больше, тем быстрей будут, разогревается детали, и проходить их спаивание. От мощности, также зависит то, какой диаметр трубы мы сможем прогреть. Чем она выше, тем больший диаметр труб можно будет спаять. Также обратим внимание на температуру разогрева. Чем она выше, тем быстрей будет проходить процесс спаивания. Не маловажным фактором при покупке паяльника является его вес. Если паяльник применять стационарно тогда вес не имеет большого значения. Но если его нужно перевозить с объекта на объект, то это немало важный фактор.

Преимущество электрического паяльника для пайки медных труб в том, что нет открытого пламени. И это делает этот метод пайки пожара безопасным. Также паяльник выдерживает температурный режим (900 о С не больше ни меньше) не допуская перегрева трубы. Так что для новичка это идеальный способ пайки.
Какое устройство паяльника? Всё очень просто он представляет собой щипцы на концах, которых закреплены сменные графитные электроды. При работе для разогрева стыка графитными электродами захватываем трубу выше стыка за предварительно очищенную поверхность трубы. За счёт высокого сопротивления графитных электродов происходит разогрев медной трубы. Поверхность не обходимо зачищать, что бы продлить срок эксплуатации графитных электродов. От качества зачистки мест под электроды зависит, сколько стыков мы сможем спаять на одной паре, средний ресурс 100 – 150 стыков.
Переходим к процессу пайки на примере медной трубы Ø22 мм. Для работы по монтажу медных труб нам нужны будут следующие инструменты: труборез (лезвие по меди и нержавейки), фаскасниматель, щётка металлическая для зачистки труб, шкурка абразивная, флюс для пайки, припой, паяльник.

Обрезаем труборезом нужную длину трубки. После того как обрезали трубку на её внутренней стенке остаётся острая кромка. Кромку нужно снять при помощи фаскаснимателя. Затем необходимо при помощи щётки металлической зачистить внутренний диаметр нашей трубки, от заусенец.

Проверим качество зачистки пальцем (аккуратно) внутренний диаметр должен быть абсолютно гладким. Также при помощи абразивной шкурки зачистим наружный диаметр до блеска на размер соединения плюс место для щёток паяльника (5-10 см). Эта операция нужна для снятия оксидной плёнки на меде, которая может повлиять на качество пайки. Также подготавливаем и наш фитинг либо уголок, тройник, зачищаем его внутренний диаметр, где будет происходить соединение с трубкой.
Следующий этап в нашей пайке это нанесение флюса. Наносим флюс на трубу на наружный диаметр. И на внутренний диаметр нашего соединительного изделия. Флюс наносим кисточкой, не жалеем. Далее соединяем две детали вместе. Обязательно прокручиваем, чтобы флюс равномерно распределился по плоскости соединения. Излишки флюса протираем тряпочкой. Выставляем наше соединение в тисках для большего удобства и приступаем к пайке.

Возьмём наш паяльник, графитовыми щётками обхватываем трубку за зачищенную часть выше нашего соединения. Трубка и соединение начинает нагреваться. Ждём, пока закипит флюс и появится серебряный оттенок. Потом подносим припой к торцу соединения. Он расплавляется и затягивается в соединение благодаря капиллярному эффекту, созданного расплавленным флюсом. Одно касания припоя с одной стороны соединения и противоположной. Чтобы шов соединения был качественным и красивым нужно, чтобы в соединение не попал лишний припой. За этим надо следить, когда проводим пайку. Длинна проволоки припоя необходимого для пайки примерно должна составлять, половину длинны окружности соединяемых деталей.

Теперь рассмотрим вопрос того за счет чего же происходит такая быстрая пайка медных труб. Как мы уже говорили, принцип пайки основан на капиллярном втягивании. Из за чего происходит этот эффект? Между нашими деталями в соединении всегда есть зазор. В зависимости от диаметров от применяемого припоя он может быть разным, чем больше диаметр, тем больше зазор. Флюс расплавляется, и капиллярные силы на его место затягивают припой. Шов получается красивым и аккуратным.

Очень важно обратить внимание на правильное соединение деталей. Детали должны соединятся с равномерным зазором по длине окружности соединения. Если в каком либо месте не будет зазора, то там получится не провар, так как капиллярный эффект там будет отсутствовать. А это значит, что такое соединение даст течь и его придется перепаивать. Во избежание таких случаев сначала надо собрать конструкцию без пайки. Потом сделать на соединениях метки для удобства соединения при монтаже труб. Самые не удобные стыки спаять первыми. Такие как верхние стыки, к которым трудно подобраться, если спаять всю конструкцию, а потом по месту паять верхний стык. Также важно обратить внимание на качественные поверхности наших деталей. Все детали должны быть с идеальными поверхностями. Вмятины, овальности диаметров, не допускаются ни в коем случаи. Это повлияет на качество пайки и на срок службы наших соединений.
Для пайки медных труб существует два вида припоев мягкий и твёрдый. Мягкий припой имеет более низкую температуру плавления (425 о С), чем твёрдый (460 о С – 560 о С). Мягкий припой применяют для соединения труб в котельных, водопроводах в системах отопления и т.д. Там где нет очень высокого давления. Этот припой легко расплавляется и качественно спаивает соединения. Твёрдый припой плавится при более высокой температуре. Применяется на трубах с избыточным давлением, таких как системы кондиционирования, в холодильной промышленности. Там где нужна повышенная герметичность, и стойкость к вибрациям. Преимущество твёрдого припоя заключается в том, что при работе с ним не нужно применять флюс нет необходимости зачищать стыки. Это сказывается на более высокой производительности. Но строительные нормы и правила регламентируют его применение только в холодильной промышленности. Недостатком такого припоя является его очень высокая цена.
Делаем вывод. Если вы не занимаетесь ремонтом холодильного оборудования, то и твёрдый припой вам не нужен. Так как мягкие припои в остальных отраслях ни чем ему не уступают. Самое главное выполнять все технические требования к провидению пайки. А в частности проводить зачистку стыков следить за тем, чтобы стыки были ровные без перекосов, добавлять необходимое количество припоя. И ваши соединения будут надёжными и герметичными.
Вот Вы и узнали, как паять медные трубы !