Делаем сварочные аппараты своими руками. Создание сварочника своими руками: схема, расчет, необходимое оборудование, сборка Как самому намотать сварочный аппарат
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).

Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.

Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.

Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.



Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.

Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов .

Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).


Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.



Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.

Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.

Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.

Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.



Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора , который является основой агрегата.

Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички , к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант — это проводник с сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм 2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник . Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см 2 = a х b (см. рис. ниже).

Но из практики известно, что если сделать сердечник с площадью меньшей 30 см 2 , то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см 2 . Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.

Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора .

Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель . Ниже приведена схема сварочного аппарата с диодным мостом.

Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор , такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.



Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор .
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.

Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки , распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).

Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.

Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.

Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.

- На концах кабеля рекомендуется установить медные наконечники.

- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.


- Далее, следует сделать корпус для аппарата
. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.


- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.


- На одной части сварочных клещей необходимо вырезать небольшой клин
. Благодаря ему клещи смогут подниматься выше.


- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.

- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.

- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.


- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.

- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.


- Прикрутите выключатель к задней стенке корпуса аппарата.

- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.


- Закрепите на основании трансформатор.

- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки . Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.

- Закрепите боковые стенки корпуса.

- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.

- Далее, закрепите на конце выключатель.

- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.


- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.


- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.


- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.


В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
- О чем будем
- О чем не будем
- Трансформатор
- Пробуем постоянку
- Микродуга
- Контакт! Есть контакт!
Сварка своими руками в данном случае значит не технология производства сварочных работ, а самодельное оборудование для электросварки. Рабочие навыки приобретаются производственной практикой. Безусловно, прежде чем идти в мастерскую, нужно усвоить теоретический курс. Но претворять его в практику можно только, имея на чем работать. Это первый довод в пользу того, чтобы, самостоятельно осваивая сварочное дело, позаботиться вначале о наличии соответствующего оборудования.
Второй – покупной сварочный аппарат стоит дорого. Аренда тоже недешева, т.к. вероятность выхода его из строя при неквалифицированном пользовании велика. Наконец, в глубинке добраться до ближайшего пункта, где можно взять сварочник напрокат, может быть просто долго и трудно. В общем, первые шаги в сварке металлов лучше начинать с изготовления сварочной установки своими руками. А потом – пусть себе стоит в сарае или гараже до случая. Потратиться на фирменную сварку, буде дело пойдет, никогда не поздно.
О чем будем
В настоящей статье рассматривается, как в домашних условиях сделать оборудование для:
- Электродуговой сварки переменным током промышленной частоты 50/60 Гц и постоянным током до 200 А. Этого хватит, чтобы варить металлоконструкции примерно до забора из профнастила на каркасе из профтрубы или сварного гаража.
- Микродуговой сварки скруток проводов – очень просто, и полезно при прокладке или ремонте электропроводки.
- Точечной импульсной контактной сварки – может хорошо пригодиться при сборке изделий из тонкого стального листа.
О чем не будем
Первое, пропустим газовую сварку. Оборудование для нее стоит гроши по сравнению с расходными материалами, баллоны с газом дома не сделаешь, а самодельный газогенератор – серьезный риск для жизни, плюс карбид сейчас, где он еще поступает в продажу, дорог.
Второе – инверторную электродуговую сварку. Действительно, сварочный инвертор-полуавтомат позволяет начинающему дилетанту варить довольно ответственные конструкции. Он легок и компактен, носить его можно рукой. Но покупка в розницу компонентов инвертора, позволяющего стабильно вести качественный шов, обойдется дороже готового аппарата. А с упрощенными самоделками опытный сварщик работать попробует, и откажется – «Дайте нормальный аппарат!» Плюс, точнее минус – чтобы сделать более-менее приличный сварочный инвертор, нужно обладать довольно солидным опытом и познаниями в электротехнике и электронике.
Третье – аргонно-дуговую сварку. С чьей легкой руки пошло гулять в рунете утверждение, что она гибрид газовой и дуговой, неведомо. На самом деле это разновидность дуговой сварки: инертный газ аргон в сварочном процессе не участвует, но создает вокруг рабочей зоны кокон, изолирующий ее от воздуха. В результате сварочный шов получается химические чистым, свободным от примесей соединений металлов с кислородом и азотом. Поэтому варить под аргоном можно цветные металлы, в т.ч. разнородные. Кроме того, возможно уменьшить ток сварки и температуру дуги без ущерба для ее стабильности и варить неплавящимся электродом.
Оборудование для аргонно-дуговой сварки вполне возможно изготовить в домашних условиях, но – газ очень дорогой. Варить же в порядке рутинной хозяйственной деятельности алюминий, нержавейку или бронзу вряд ли понадобится. А если уж надо, то проще взять аргонную сварку в аренду – по сравнению с тем, на сколько (в деньгах) газа уйдет обратно в атмосферу, это копейки.
Трансформатор
Основа всех «наших» видов сварки – сварочный трансформатор. Порядок его расчета и конструктивные особенности существенно отличаются от таковых трансформаторов электропитания (силовых) и сигнальных (звуковых). Сварочный трансформатор работает в прерывистом режиме. Если конструировать его на максимальный ток как трансформаторы непрерывного действия, он получится непомерно большим, тяжелым и дорогим. Незнание особенностей электрических трансформаторов для дуговой сварки – основная причина неудач конструкторов-любителей. Поэтому прогуляемся по сварочным трансформаторам в следующем порядке:
- немного теории – на пальцах, без формул и зауми;
- особенности магнитопроводов сварочных трансформаторов с рекомендациями по выбору из случайно подвернувшихся;
- испытания имеющегося в наличии б/у;
- расчет трансформатора для сварочного аппарата;
- подготовка компонент и намотка обмоток;
- пробная сборка и доводка;
- ввод в эксплуатацию.
Теория
Электрический трансформатор можно уподобить накопительному резервуару водоснабжения. Это довольно глубокая аналогия: трансформатор действует за счет запаса энергии магнитного поля в его магнитопроводе (сердечнике), который может многократно превышать мгновенно передаваемую от сети электропитания потребителю. А формальное описание потерь на вихревые токи в стали похоже на него же для водопотерь на инфильрацию. Потери электроэнергии в меди обмоток формально схожи с потерями напора в трубах за счет вязкого трения в жидкости.
Примечание: различие – в потерях на испарение и, соотв., рассеяние магнитного поля. Последние в трансформаторе частично обратимы, но сглаживают пики энергопотребления во вторичной цепи.
Важный в нашем случае фактор – внешняя вольт-амперная характеристика (ВВАХ) трансформатора, или просто его внешняя характеристика (ВХ) – зависимость напряжения на вторичной обмотке (вторичке) от тока нагрузки, при неизменном напряжении на первичной обмотке (первичке). У силовых трансформаторов ВХ жесткая (кривая 1 на рис.); они подобны мелководному обширному бассейну. Если его как следует изолировать и накрыть крышей, то водопотери минимальны и напор довольно стабилен, как бы там потребители краны ни крутили. Но если в стоке булькнуло – суши весла, вода слита. Применительно к трансформаторам – силовик должен как можно более стабильно держать выходное напряжение до некоторого порога, меньшего, чем максимальная мгновенная мощность потребления, быть экономичным, небольшим и легким. Для этого:
- Марку стали для сердечника выбирают с более прямоугольной петлей гистерезиса.
- Конструктивными мерами (конфигурацией сердечника, способом расчета, конфигурацией и расположением обмоток) всячески уменьшают потери на рассеивание, потери в стали и меди.
- Индукцию магнитного поля в сердечнике берут меньше максимально допустимой для передачи формы тока, т.к. ее искажение снижает КПД.
Примечание: трансформаторную сталь с «угловатым» гистерезисом часто называют магнитожесткой. Это неверно. Магнитожесткие материалы сохраняют сильную остаточную намагниченность, их них делают постоянные магниты. А любое трансформаторное железо – магнитомягкое.
Варить от трансформатора с жесткой ВХ нельзя: шов идет рваный, пережженный, металл разбрызгивается. Дуга неэластичная: чуть не так двинул электродом, гаснет. Поэтому сварочный трансформатор делают похожим уже на обычный водонапорный бак. Его ВХ мягкая (нормального рассеяния, кривая 2): при возрастании тока нагрузки вторичное напряжение плавно падает. Кривая нормального рассеяния аппроксимируется прямой, падающей по углом 45 градусов. Это позволяет за счет снижения КПД кратковременно снимать с того же железа в несколько раз большую мощность, или соотв. уменьшить массогабариты и стоимость трансформатора. Индукция в сердечнике при этом может достигать величины насыщения, а кратковременно даже превосходить ее: трансформатор не уйдет в КЗ с нулевой передачей мощности, как «силовик», но станет нагреваться. Довольно долго: тепловая постоянная времени сварочных трансформаторов 20-40 мин. Если потом дать ему остыть и недопустимого перегрева не было, можно продолжать работу. Относительное падение вторичного напряжения?U2 (ему соотв. размах стрелок на рис.) нормального рассеивания плавно растет при увеличении размаха колебаний сварочного тока Iсв, что позволяет легко держать дугу при любых видах работ. Обеспечиваются такие свойства следующим:
- Сталь магнитопровода берут с гистерезисом, более «овальным».
- Нормируют обратимые потери на рассеяние. По аналогии: упало давление – потребители много и быстро не выльют. А оператор водоканала успеет включить подкачку.
- Индукцию выбирают близкой к предельной по перегреву, это позволяет за счет снижения cos? (параметра, равнозначного КПД) при токе, существенно отличном от синусоидального, взять с той же стали большую мощность.
Примечание: обратимые потери рассеяния значит, что часть силовых линий пронизывает вторичку через воздух минуя магнитопровод. Название не вполне удачное, также как и «полезное рассеяние», т.к. «обратимые» потери для КПД трансформатора ничуть не полезнее необратимых, но они смягчают ВХ.
Как видим, условия совершенно различны. Так что, же непременно искать железо от сварочника? Необязательно, для токов до 200 А и пиковой мощности до 7 кВА, а на хозяйстве этого хватит. Мы расчетно-конструктивным мерами, а также при помощи несложных дополнительных устройств (см. далее) получим на любом железе ВХ, несколько более жесткую, чем нормальная, кривая 2а. КПД энергопотребления сварки при этом вряд ли превысит 60%, но для эпизодических работ для себя это не страшно. Зато на тонких работах и малых токах держать дугу и ток сварки будет несложно, не имея большого опыта (?U2.2 и Iсв1), на больших токах Iсв2 получим приемлемое качество шва, и можно будет резать металл до 3-4 мм.
- По формуле из п.2 пред. списка находим габаритную мощность;
- Находим максимально возможный сварочный ток Iсв = Pг/Uд. 200 А обеспечены, если с железа можно снять 3,6-4,8 кВт. Правда, в 1-м случае дуга будет вялой, и варить можно будет только двойкой или 2,5;
- Рассчитываем рабочий ток первички при максимально допустимом для сварки напряжении сети I1рmax = 1,1Pг(ВА)/235 В. Вообще-то норма на сеть 185-245 В, но для самодельного сварочника на пределе это слишком. Берем 195-235 В;
- По найденному значению определяем ток срабатывания защитного автомата как 1,2I1рmax;
- Принимаем плотность тока первички J1 = 5 А/кв. мм и, пользуясь I1рmax, находим диаметр ее провода по меди d = (4S/3,1415)^0,5. Полный его диаметр при самостоятельном изолировании D = 0,25+d, а если провод готовый - табличный. Для работы в режиме «кирпич бар, раствор йок» можно взять J1 = 6-7 А/кв. мм, но только, если нужного провода нет и не предвидится;
- Находим количество витков на вольт первички: w = k2/Sс, где k2 = 50 для Ш и П, k2 = 40 для ПЛ, ШЛ и k2 = 35 для О, ОЛ;
- Находим общее к-во ее витков W = 195k3w, где k3 = 1,03. k3 учитывает потери энергии обмоткой на рассеяние и в меди, что формально выражается несколько абстрактным параметром собственного падения напряжения обмотки;
- Задаемся коэффициентом укладки Kу = 0,8, добавляем по 3-5 мм к a и b магнитопровода, рассчитываем к-во слоев обмотки, среднюю длину витка и метраж провода
- Рассчитываем аналогично вторичку при J1 = 6 А/кв. мм, k3 = 1,05 и Kу = 0,85 на напряжения 50, 55, 60, 65, 70 и 75 В, в этих местах будут отводы для грубой подгонки режима сварки и компенсации колебаний питающего напряжения.
Намотка и доводка
Диаметры проводов в расчете обмоток получаются как правило больше 3 мм, а лакированные обмоточные провода с d>2,4 мм в широкой продаже редки. Кроме того, обмотки сварочника испытывают сильные механические нагрузки от электромагнитных сил, поэтому готовые провода нужны с дополнительной текстильной обмоткой: ПЭЛШ, ПЭЛШО, ПБ, ПБД. Найти их еще труднее, и стоят они очень дорого. Метраж же провода на сварочник таков, что более дешевые голые провода возможно изолировать самостоятельно. Дополнительное преимущество – свив до нужного S несколько многожильных проводов, получим провод гибкий, мотать которым куда легче. Кто пробовал уложить на каркас вручную шину хотя бы в 10 квадратов, оценит.
Изолирование
Допустим, есть в наличии провод 2,5 кв. мм в ПВХ изоляции, а на вторичку надо 20 м на 25 квадратов. Готовим 10 катушек или бухт по 25 м. Отматываем с каждой примерно по 1 м провода и снимаем штатную изоляцию, она толстая и не термостойкая. Оголенные провода скручиваем парой пассатижей в ровную тугую косу, а ее обматываем, в порядке нарастания стоимости изоляции:
- Малярным скотчем с нахлестом витков 75-80%, т.е. в 4-5 слоев.
- Миткалевой тесьмой с нахлестом в 2/3-3/4 витка, т.е в 3-4 слоя.
- Х/б изолентой с нахлестом в 50-67%, в 2-3 слоя.
Примечание: провод для вторичной обмотки готовится и мотается она после намотки и испытаний первичной, см. далее.
Намотка
Тонкостенный самодельный каркас не выдержит давления витков толстого провода, вибраций и рывков при работе. Поэтому обмотки сварочных трансформаторов делают бескаркасными галетными, а на сердечнике закрепляют клиньями из текстолита, стеклотекстолита или, в крайнем случае, пропитанной жидким лаком (см. выше) бакелитовой фанеры. Инструкция по намотке обмоток сварочного трансформатора такова:
- Готовим деревянную бобышку высотой по высоте обмотки и с размерами в поперечнике на 3-4 мм больше a и b магнитопровода;
- Прибиваем или прикручиваем к ней временные фанерные щеки;
- Временный каркас обматываем в 3-4 слоя тонкой полиэтиленовой пленкой с заходом на щеки и заворотом на их внешнюю сторону, чтобы провод не приклеился к дереву;
- Мотаем предварительно изолированную обмотку;
- По намотке дважды пропитываем до протекания насквозь жидким лаком;
- по высыхании пропитки аккуратно снимаем щеки, выдавливаем бобышку и отдираем пленку;
- обмотку в 8-10 местах равномерно по окружности туго обвязываем тонки шнуром или пропиленовым шпагатом – она готова к испытаниям.
Доводка и домотка
Шихтуем сердечник в галету и стягиваем его болтами, как положено. Испытания обмотки производятся полностью аналогично испытаниям сомнительного готового трансформатора, см. выше. Лучше воспользоваться ЛАТРом; Iхх при входном напряжении 235 В не должен превышать 0,45 А на 1 кВА габаритной мощности трансформатора. Если больше – первичку доматывают. Соединения провода обмотки делаются на болтах (!), изолируются термоусаживаемой трубкой (ТУТ) в 2 слоя или х/б изолентой в 4-5 слоев.
По результатам испытаний корректируется число витков вторички. Напр., расчет дал 210 витков, а реально Iхх влез в норму при 216. Тогда расчетные витки секций вторички умножаем на 216/210 = 1,03 прибл. Не пренебрегайте знаками после запятой, от них во многом зависит качество трансформатора!
После доводки сердечник разбираем; галету туго обматываем теми же малярным скотчем, миткалем или «тряпочной» изолентой в 5-6, 4-5 или 2-3 слоя соотв. Мотать поперек витков, а не по ним! Теперь еще раз пропитываем жидким лаком; когда просохнет – дважды неразбавленным. Эта галета готова, можно делать вторичную. Когда обе будут на сердечнике, еще раз испытываем теперь уже трансформатор на Iхх (вдруг где-то завитковало), закрепляем галеты и весь трансформатор пропитываем нормальным лаком. Уф-ф, самая муторная часть работы позади.
Тянем ВХ
Но он у нас пока слишком крут, не забыли? Нужно умягчить. Простейший способ – резистор во вторичной цепи – нам не подходит. Все очень просто: на сопротивлении всего лишь 0,1 Ом при токе 200 рассеется теплом 4 кВт. Если у нас сварочник на 10 и более кВА, а варить нужно тонкий металл, резистор нужен. Какой бы ни был ток выставлен регулятором, его выбросы при зажигании дуги неизбежны. Без активного балласта они местами пережгут шов, а резистор их погасит. Но нам, маломощным, он него толку не будет.

Реактивный балласт (катушка индуктивности, дроссель) лишней мощности не отберет: она поглотит выбросы тока, а потом плавно отдаст их дуге, это и растянет ВХ как надо. Но тогда нужен дроссель с регулировкой рассеяния. А для него – сердечник почти такой же, как и у трансформатора, и довольно сложная механика, см. рис.

Мы пойдем другим путем: применим активно-реактивный балласт, у старых сварщиков в просторечии именуемый кишкой, см. рис. справа. Материал – стальная проволока-катанка 6 мм. Диаметр витков – 15-20 см. Сколько их – на рис. видно, для мощности до 7 кВА эта кишка правильная. Воздушные промежутки между витками – 4-6 см. С трансформатором активно-реактивный дроссель соединяется дополнительным отрезком сварочного кабеля (шланга, попросту), а электрододержатель присоединяется к нему зажимом-прищепкой. Подбирая точку присоединения, можно, вкупе с переключением на отводы вторички, точно настроить рабочий режим дуги.
Примечание: активно-реактивный дроссель в работе может греться докрасна, поэтому ему необходима несгораемая термопрочная диэлектрическая немагнитная подкладка. По идее, специальный керамический ложемент. Допустима замена его сухой песчаной подушкой, или уже формально с нарушением, но не грубым, сварочную кишку укладывают на кирпичи.
А остальное?

Это значит прежде всего – электрододержатель и присоединительное устройство обратного шланга (зажим, прищепка). Их, раз у нас трансформатор на пределе, нужно купить готовые, а таких, как на рис. справа, не надо. Для сварочного аппарата на 400-600 А качество контакта в держателе мало ощутимо, и просто приматывание обратного шланга он тоже выдержит. А наш самодельный, работающий с натугой, может забарахлить вроде бы непонятно отчего.
Далее, корпус аппарата. Его нужно делать из фанеры; желательно бакелитовой пропитанной, как описано выше. Днище – толщиной от 16 мм, панель с клеммником – от 12 мм, а стенки и крышку – от 6 мм, чтобы при переноске не оторвались. Почему не листовая сталь? Она ферромагнетик и в поле рассеяния трансформатора может нарушить его работу, т.к. мы вытягиваем из него все, что возможно.
Что до клеммных колодок, то самые клеммы делаются из болтов от М10. Основа – те же текстолит или стеклотекстолит. Гетинакс, бакелит и карболит не годятся, довольно скоро пойдут крошиться, трескаться и расслаиваться.
Пробуем постоянку
Сварка постоянным током имеет ряд преимуществ, но ВХ любого сварочного трансформатора на постоянке ужесточается. А у нашего, рассчитанного на минимально возможный запас по мощности, станет недопустимо жесткой. Дроссель-кишка тут уже не поможет, даже если бы он работал на постоянном токе. Кроме того, надо защитить дорогущие выпрямительные диоды на 200 А от бросков тока и напряжения. Нужен возвратно-поглощающий фильтр инфранизких частот, ФИНЧ. Хотя на вид он отражающий, но нужно учесть сильную магнитную связь между половинами катушки.

Известная много лет схема такого фильтра дана на рис. Но сразу же по ее внедрении любителями выяснилось, что рабочее напряжение конденсатора С мало: выбросы напряжения при зажигании дуги могут достигать 6-7 значений ее Uхх, т.е.450-500 В. Далее, конденсаторы нужны выдерживающие циркуляцию большой реактивной мощности, только и только масляно-бумажные (МБГЧ, МБГО, КБГ-МН). О массогабаритах одинарных «банок» этих типов (кстати, и не дешевых) дает представление след. рис., а на батарею их понадобится 100-200.

С магнитопроводом катушки проще, хотя и не совсем. Для него подойдут 2 ПЛа силового трансформатора ТС-270 от старых ламповых телевизоров-«гробов» (данные есть в справочниках и в рунете), или аналогичные, или ШЛ с похожими либо большими a, b, c и h. Из 2-х ПЛов собирают ШЛ с зазором, см. рис., в 15-20 мм. Фиксируют его текстолитовыми или фанерными прокладками. Обмотка – изолированный провод от 20 кв. мм, сколько влезет в окно; 16-20 витков. Мотают ее в 2 провода. Конец одного соединяют с началом другого, это будет средняя точка.

Настройка фильтра производится по дуге на минимальном и макисмальном значениях Uхх. Если дуга на минимале вялая, электрод липнет, зазор уменьшают. Если на максимале жжет металл – увеличивают или, что будет эффективнее, срезают симметрично часть боковых стержней. Чтобы сердечник от этого не рассыпался, его пропитывают жидким, а потом нормальным лаком. Найти оптимум индуктивности довольно трудно, но зато потом сварка работает безукоризненно и на переменном токе.
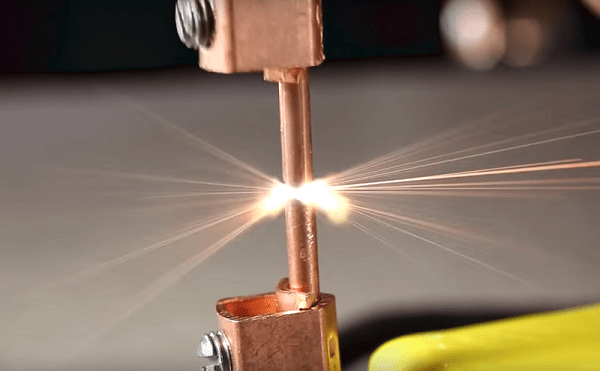
Микродуга
О назначении микродуговой сварки сказано вначале. «Аппаратура» для нее предельно проста: понижающий трансформатор 220/6,3 В 3-5 А. В ламповые времена радиолюбители подключались к накальной обмотке штатного силового трансформатора. Один электрод – сама скрутка проводов (можно медь-алюминий, медь-сталь); другой – графитовый стерженек вроде грифеля от карандаша 2М.
Сейчас для микродуговой сварки используют более компьютерные блоки питания, или, для импульсной микродуговой сварки, батареи конденсаторов, см. видео ниже. На постоянном токе качество, работы, разумеется, улучшается.
Видео: самодельный аппарат для сварки скруток
Видео: сварочный аппарат своими руками из конденсаторов
Контакт! Есть контакт!
Контактная сварка в промышленности используется преимущественно точечная, шовная и стыковая. В домашних условиях, прежде всего по энергопотреблению, осуществима импульсная точечная. Пригодна она для сваривания и приваривания тонких, от 0,1 до 3-4 мм, стальных листовых деталей. Дуговая сварка тонкостенку прожжет, а если деталь с монетку и менее, то самая мягкая дуга сожжет ее целиком.

Принцип действия точечной контактной сварки иллюстрирует рис: медные электроды с силой сжимают детали, импульс тока в зоне омического сопротивления сталь-сталь нагревает металл до того, что происходит электродиффузия; металл не плавится. Ток для этого нужен ок. 1000 А на 1 мм толщины свариваемых деталей. Да, ток в 800 А прихватит листы по 1 и даже 1,5 мм. Но если это не поделка для забавы, а, допустим, оцинкованный профнастил забора, то первый же сильный порыв ветра напомнит: «Мужик, а ток-то слабоват был!»
Тем не менее, контактная точечная сварка намного экономичнее дуговой: напряжение холостого хода сварочного трансформатора для нее – 2 В. Оно складывается 2-х контактных разностей потенциалов сталь-медь и омического сопротивления зоны провара. Рассчитывается трансформатор для контактной сварки аналогично ему же для дуговой, но плотность тока во вторичной обмотке берут 30-50 и более А/кв. мм. Вторичка контактно-сварочного трансформатора содержит 2-4 витка, хорошо охлаждается, а его коэффициент использования (отношение времени сварки к времени работы на холостом ходу и остывания) многократно ниже.
В рунете немало описаний самодельных импульсно-точечных сварочников из негодных микроволновок. Они, в общем-то, правильные, а в повторении, как написано в «1001 ночи», пользы нет. И старые микроволновки на помойках кучами не валяются. Поэтому займемся конструкциями менее известными, но, между прочим, более практичными.

На рис. – устройство простейшего аппарата для импульсной точечной сварки. Им можно сваривать листы до 0,5 мм; для мелких поделок он подходит отлично, а магнитопроводы такого и большего типоразмера относительно доступны. Его достоинство, помимо простоты – прижим ходовой штанги сварочных клещей грузом. Для работы с контактно-сварочным импульсником не помешала бы и третья рука, а если одной приходится с силой сжимать клещи, то вообще неудобно. Недостатки – повышенная аварийно- и травмоопасность. Если случайно дать импульс, когда электроды сведены без свариваемых деталей, то из клещей ударит плазма, полетят брызги металла, защиту проводки вышибет, а электроды сплавятся намертво.
Вторичная обмотка – из медной шины 16х2. Ее можно набрать из полосок тонкой листовой меди (получится гибкая) или сделать из отрезка сплющенной трубки подачи хладоагента бытового кондиционера. Изолируется шина вручную, как описано выше.
 Здесь на рис. – чертежи аппарата импульсной точечной сварки помощнее, на сварку листа до 3 мм, и понадежнее. Благодаря довольно мощной возвратной пружине (от панцирной сетки кровати) случайное схождение клещей исключено, а эксцентриковый прижим обеспечивает сильное стабильное сжатие клещей, от чего существенно зависит качество сварного стыка. В случае чего прижим можно мгновенно сбросить одним ударом по рычагу эксцентрика. Недостаток – изолирующие узлы клещей, их слишком много и они сложные. Еще один – алюминиевые штанги клещей. Они, во-первых, не столь прочны, как стальные, во-вторых, это 2 ненужных контактных разности. Хотя теплоотвод по алюминию, безусловно, отличный.
Здесь на рис. – чертежи аппарата импульсной точечной сварки помощнее, на сварку листа до 3 мм, и понадежнее. Благодаря довольно мощной возвратной пружине (от панцирной сетки кровати) случайное схождение клещей исключено, а эксцентриковый прижим обеспечивает сильное стабильное сжатие клещей, от чего существенно зависит качество сварного стыка. В случае чего прижим можно мгновенно сбросить одним ударом по рычагу эксцентрика. Недостаток – изолирующие узлы клещей, их слишком много и они сложные. Еще один – алюминиевые штанги клещей. Они, во-первых, не столь прочны, как стальные, во-вторых, это 2 ненужных контактных разности. Хотя теплоотвод по алюминию, безусловно, отличный.
Об электродах

В любительских условиях целесообразнее изолировать электроды в месте установки, как показано на рис. справа. Дома не конвейер, аппарату всегда можно дать остыть, чтобы изолирующие втулки не перегрелись. Такая конструкция позволит сделать штанги из прочной и дешевой стальной профтрубы, а еще удлинить провода (до 2,5 м это допустимо) и пользоваться контактно-сварочным пистолетом или выносными клещами, см. рис. ниже.
На рис. справа видна еще одна особенность электродов для точечной контактной сварки: сферическая контактная поверхность (пятка). Плоские пятки долговечнее, поэтому электроды с ними широко используются в промышленности. Но диаметр плоской пятки электрода должен быть равен 3-м толщинам прилегающего свариваемого материала, иначе пятно провара пережжется или в центре (широкая пятка), или по краям (узкая пятка), и от сварного стыка пойдет коррозия даже по нержавейке.

Последний момент об электродах – их материал и размеры. Красная медь быстро выгорает, поэтому покупные электроды для контактной сварки делают из меди с присадкой хрома. Такими следует пользоваться, при нынешних ценах на медь это более чем оправдано. Диаметр электрода берут в зависимости от режима его использования в расчете на плотность тока 100-200 А/кв. мм. Длина электрода по условиям теплопередачи не менее 3-х его диаметров от пятки до корня (начала хвостовика).
Как давать импульс
В простейших самодельных аппаратах импульсно-контактной сварки импульс тока дают вручную: просто включают сварочный трансформатор. Это ему, конечно, на пользу не идет, а сварка – то непровар, то пережог. Однако автоматизировать подачу и нормировать сварочные импульсы не так уж сложно.

Схема простого, но надежного и проверенного долгой практикой формирователя сварочных импульсов дана на рис. Вспомогательный трансформатор Т1 – обычный силовой на 25-40 Вт. Напряжение обмотки II – по лампочке подсветки. Можно вместо нее поставить 2 включенных встречно-параллельно светодиода с гасящим резистором (обычным, на 0,5 Вт) 120-150 Ом, тогда напряжение II будет 6 В.
Напряжение III – 12-15 В. Можно 24, тогда конденсатор С1 (обычный электролитический) нужен на напряжение 40 В. Диоды V1-V4 и V5-V8 – любые выпрямительные мосты на 1 и от 12 А соотв. Тиристор V9 – на 12 и более А 400 В. подойдут оптотиристоры из компьютерных блоков питания или ТО-12,5, ТО-25. Резистор R1 – проволочный, им регулируют длительность импульса. Трансформатор Т2 – сварочный.
В заключение
И напоследок нечто, что может показаться приколом: сварка в соляном растворе. На самом деле это не досужее развлечение, но вещь для некоторых целей вполне полезная. А сварочное оборудование для соляной сварки можно сделать своими руками на столе за 15 мин, см. ролик:
Видео: сварка своими руками за 15 минут (на соляном растворе)

20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.

Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.

Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца - бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см 2 .
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.

Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр - 1,71 мм маловат, но металл - медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков - 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Алексей Молодецкий в своем видеоролике «Намотка тора на обод».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения - 21 мм 2 . Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний - для прямого подключения «плюса» к сварочному электроду;
- крайние - на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.

Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.


Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение - 3,5 вольта.

В быту, особенно в сельском подворье и загородном жилье, на мини-ферме есть вид работ, без которых просто невозможно обойтись. Это соединение или резка любого железа, цветных металлов и алюминия (в среде защитного газа) с помощью электродуговой сварки. Нанимать мастеров на них – себе дороже.
Для чего нужен сварочный аппарат
Умельцы без сварки не соберут ни одно механическое приспособление, ни мини-транспорт для облегчения работ в поле, огороде, саду, перевозки очень многого.

Понятно, что сварщиком нельзя стать в одно мгновение, нужно поучиться или хотя бы попрактиковаться у профессионалов. И, конечно же, собрать самим или приобрести магазинное устройство для образования электродуги.
И наши советы помогут и им сориентироваться в ассортименте и моделях. Поскольку этот рынок заполнен и надёжными в работе, но дорогими, и дешёвыми, но бесполезными из-за низкого качества или для примитивной сварки.

Типизация электродуговых аппаратов
Подобные бытовые устройства есть таких типов:
- разновидностей тока;
- трехфазные на 380 в.;
- инверторные.

Наиболее подходят устройства для домашней сборки людям с небольшими навыками в электроделе на основе токов — постоянного и переменного.

Хотя с первым током есть несколько вариаций, и в них новичку можно запутаться. Советуем их для обученных электричеству.

И ниже рассмотрим, как сделать сварочный аппарат своими руками быстро и эффективно.
Трансформаторы. Эти устройства понижают напряжение и повышают ток для образования электрической дуги. Например, вместо 220 вольт получаете 17-45, но с током до шестисот ампер (домашней сварке надо не более 160 ампер, оптимум – две с половиной сотни).

Регулировка тока выполняется ступенчато. Можно изготовить несложное дополнение для этого из высоковольтных триодов и диодов с регулируемым сопротивлением. Или подсоединить несколько витков толстого металла (медь) для снижения тока. Схема сварочного аппарата показана на сайте, можете рассмотреть и на видео.

К тому же они выполняют и вторую функцию – образуют с помощью встроенных выпрямителей постоянный ток также для сварочных работ.


Наибольшее количество самоделок создаются на основе трансформации тока и напряжения в ту или иную сторону. Их свойств достаточно на несложные электроработы в быту.

Выпрямитель. Это также сварочный агрегат, но для качественных работ и с разнообразными металлами. В быту не изготавливаются. И приобретать подобное устройство, кстати, недешевое, стоит лишь для длительных сварочных процессов и на создание особо прочных швов.

Например, при крупных дорожно-транспортных происшествиях со значительными повреждениями кузова автомобиля. Учитывая тонкий метал, чтобы его не пережечь и произвести необходимые соединения, по прочности не уступающие заводским.

Инверторы (с англ. — преобразователи). Сначала о классификации токов: есть постоянный (DC) и переменный (AC).

Ученые, от Эдиссона и до не менее знаменитого Николы Теслы, интересовались этими переходами одного в другое. Так возник инверторный сварочный аппарат.


Трансформация тока в нём многоходовая. Амплитудный ток превращается в постоянный, а тот, посредством сварочного трансформатора, снова выходит либо в DC, либо в AC.
Оба, смотря на который настроена схема, затем превращаются в электродугу с постепенным изменением её параметров в нужных диапазонах.

Создать в домашних условиях его сложно, но в продаже – он массовый, несмотря на значительную дороговизну.

Чем «варить»?
Усилие тока зависит от того инструмента, которым произведёте сварку, — электрода.

Его толщина привязывается к толще свариваемых деталей: если они равны пяти – шести миллиметрам, то электрод не должен быть тоньше четырёх. Это максимум на самоделках.


Можно снизить расход электричества, если варите размеры более тонкими сердечниками (до полутора см). В этом случае ток снизится в пять раз.

Монтаж сварного агрегата в виде трансформатора
Для этого необходимы:
- набор пластин для магнитопровода – на базарах от сгоревших обмоток купите недорого или в разборке;
- провод крупного сечения на оба вида обмоток.

Основа для них – стальные пластинки не тоньше трети миллиметра. Их собираете в прямоугольник с большим внутренним пространством, где с двух вертикальных сторон должны поместиться первичная и вторичная намотка.
Количество витков зависит от площади стального каркаса, посчитать её легко с линейкой и арифметикой. А сумму поделить пополам.

Толщина провода вычисляется по такой схеме: установленные киловатты сварника разделить на две тысячи и умножить на единицу с тринадцатью сотыми.

Как собирается конструкция сварочного аппарата. Сначала наматывается первичная обмотка, заводите слой за слоем, изолируете всю обмотку, выводите на контактную пластину с четырьмя креплениями: начало и конец обмотки на подсоединение 220 в., еще два отвода от 165 и 190 витка. Отводы – вариаторы тока.

Вторичная намотка идет так: из 70 витков 40-41 накрывают сверху первичку, остальные витки переходят на другую сторону.

Её концы также выведите на гетинакс (текстолит) – отсюда «плюс» и «минус» уйдут один на сварочный рычаг, второй — на свариваемую деталь. Аппарат готов к работе. Сделайте фото самодельного сварочного аппарата.

В ходе длительной эксплуатации возможен ремонт сварочного аппарата: подтяжка крепления пластин (вибрируют), контактных пластин.

Фото советы как сделать сварочный аппарат своими руками















Не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж трудно. Особенно это имеет смысл, если он предназначен для использования в личном хозяйстве, где применяется лишь время от времени. В этом случае самодельный сварочный аппарат, себестоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снять с различных электрических бытовых устройств, вышедших из строя или, в случае необходимости, изготовить и собрать самому. Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу необходимо отметить, что вопрос о том, как сделать сварочный аппарат самостоятельно, во многом зависит от возможности достать детали от определенной бытовой техники. Если все детали приобретать по рыночным ценам, то в результате себестоимость будет приближаться к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные знания в области электротехники и знать, где какая деталь ставится и где ее можно снять бесплатно или за небольшую цену.
Число витков на первичной обмотке должно быть порядка 240. При этом для обеспечения возможности регулировки сварочного тока с шагом от 20 до 25 витков делаются несколько отводов. Вторичную обмотку наматывают медной проволокой сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на ней тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особенно надежной и теплостойкой, поэтому ей стоит уделить особое внимание. Каждый из слоев необходимо проложить дополнительной изоляцией из хлопчатобумажной ткани.

Трансформаторный сварочный аппарат может использовать для работы переменный или постоянный ток. Первый из них самый простой по устройству, но сложнее в использовании. Для постоянного тока его достаточно несложно доработать, установив диодный мост. Подобный аппарат надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень сложно зажигать и удерживать электрическую дугу.
В отличие от трансформаторного инверторный сварочный аппарат, благодаря применению современных электронных деталей, имеет сравнительно небольшой вес. Его вполне может носить на плече один человек. Такой аппарат обладает устройством стабилизации тока, что очень облегчает работу при сварке. Понижение напряжения для него помех практически не создает, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе он легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Главной деталью такого аппарата является трансформатор. Основной характеристикой его должна быть способность стабильно держать рабочий ток, а это опирается на такой показатель, как внешняя вольт-амперная характеристика блока питания. Иными словами, ток сварки не должен значительно отличаться от тока, производимого коротким замыканием.
Для этого ток необходимо ограничить одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно снять со сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, то можно изготовить сварочный трансформатор своими руками.

Для изготовления сердечника нужно приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составить от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки для самодельных сварочных трансформаторов должны состоять из толстой термостойкой медной проволоки сечением не менее 5 мм, а лучше более, заключенной в стеклотканевую или хлопчатобумажную изоляцию. Пластиковую или резиновую изоляцию для таких целей применять не рекомендуется, поскольку она менее стойка к перегреванию и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Нужно помнить, что вторичную обмотку сварочного трансформатора нужно наматывать на обеих сторонах сердечника. Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
Как собрать самодельный сварочный инверторный аппарат?
Инверторный сварочный аппарат можно вполне собрать из деталей от старых телевизоров. Для этого необходимы некоторые не только общие электротехнические знания, но и определенные познания в электронике. Его схема достаточно сложна. Инвертор представляет собой импульсный источник постоянного тока, и для его изготовления подойдет несколько ферритовых сердечников, которые стоят на строчных трансформаторах в старых телевизорах. Они складываются по три, и уже на них наматывается обмотка из медного или алюминиевого провода.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками необходимо оставлять небольшие промежутки, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевый провод нужно брать большего сечения, чем медный, поскольку его теплопроводность ниже. Для фиксации обмоток инвертора применяется проволочный бандаж из миллиметровой медной проволоки шириной 10 мм, наложенный на изоляцию из стеклоткани.
Конденсаторы тоже можно снять с телевизора, но только стоит помнить, что не рекомендуется брать бумажные конденсаторы от низкочастотных цепей, поскольку долго они работать при таких нагрузках не смогут. Тринисторы лучше взять достаточно маломощные и подсоединить их параллельно, чем брать один мощный, поскольку на них падает большая термическая нагрузка и их легче охлаждать. Тринисторы монтируются на металлической пластине толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже с легкостью можно набрать с нескольких старых телевизоров. Сам мост также монтируется на теплоотводящей пластине.
Некоторые детали для инверторного аппарата в телевизорах отсутствуют, и их приходится изготавливать самостоятельно. Прежде всего это дроссель. Его нетрудно сделать без каркаса из медного провода сечением не менее 4 мм, накрученного 11 витками с промежутками не менее 1 мм. Поскольку на дроссель будет падать основная термическая нагрузка, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, монтируемый в корпусе сварочного аппарата таким образом, чтобы воздушная струя попадала прямо на дроссель.
Все элементы электронной схемы собираются на печатной плате из стеклотекстолита толщиной не менее 1,5 мм. К самой плате присоединяется теплоотвод, облегчающий охлаждение всей системы. В центре платы вырезается круглое отверстие для установки вентилятора, поскольку без принудительного воздушного охлаждения аппарат долго не проработает. Сварочный инвертор главным своим преимуществом имеет возможность делать мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит более аккуратным, нежели у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный аппарат, сделанный самостоятельно, включает детали, полученные бесплатно или по бросовой цене, но вполне справляется со своими задачами.